皮秒激光器开启工业微加工应用新天地
发布时间:2019-10-18 16:48
皮秒VS纳秒
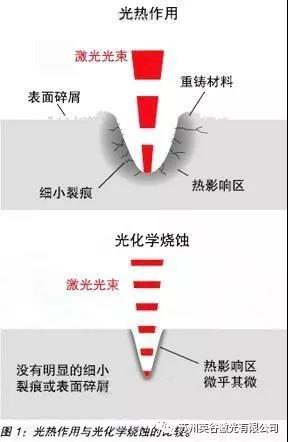
激光去除材料的第二种机制建立在光化学烧蚀(图1)基础上。在这种情况下,激光光子直接破坏目标材料的结合键。这相对来说是一种“冷”加工过程,因而热影响区很小。另外,整个加工过程很干净,没有重铸材料,因而很少需要后期再加工。
紫外(UV)激光光子的高能量意味着在很多材料中它们可以驱动光化学烧蚀的发生。因此,紫外调Q激光器通过光化学烧蚀来去除材料。不过,可以实现完全的光化学烧蚀作用的另一个方法是使用皮秒量级或者是更短的脉冲。
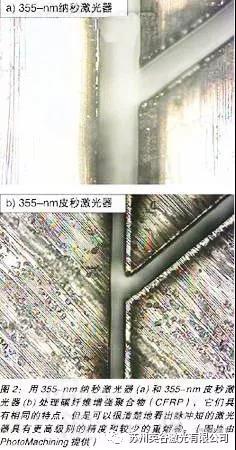
这些超短脉冲具有非常高的瞬时峰值功率(兆瓦及以上),其高能量密度使其可以通过多光子吸收来激发材料中的电子并且直接破坏原子键(图 2)。此外,由于脉宽比机械加工材料的热扩散率短,残余热效应带来的大部分热量都会被带走,而来不及传播开来,因而基本不会生成热影响区。
除了加工过程中基本没有热影响区。另一个主要优点是它适用的材料范围非常广泛,包括几种宽禁带材料(例如玻璃和某些聚合物),这类材料线性吸收和光吸收很低,因此很难用现有的商业化激光器来处理。具体来说,即使这些材料在激光波长范围通常是透射的,这一“波长不可知”技术也可以诱发非线性吸收。
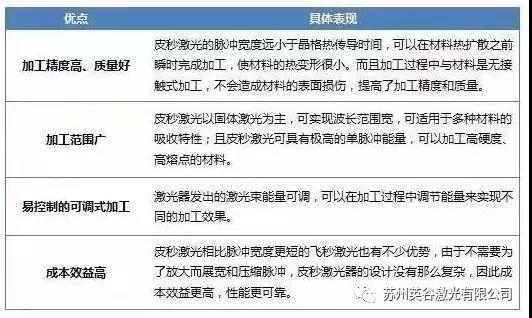
皮秒相较于纳秒的优点
皮秒激光器的应用
传统的激光打孔工艺通常会导致锥形孔的形成,因此需要使用一系列5轴光束转向系统,通过动态调整激光束的入射角度,使其与打孔动作同步,从而实现锥度最小化。然而,这些系统价格昂贵,同时还难以调整和维护。
在透明材料中,可以通过传统的振镜扫描头实现无锥度工艺。传统上,这种工艺使用了脉冲持续时间为几十纳秒的绿光二极管泵浦固体(DPSS)激光器,导致芯片尺寸超过120 μm。对于芯片尺寸小于20μm的工艺而言,则需要皮秒激光器;与此同时,无锥度工艺则要求最初为绿光DPSS激光器开发的相同工艺。
综上,皮秒激光器开启了工业微加工的应用新天地,在工业微加工领域,将扮演着不可或缺的角色。无论是从皮秒激光器自身具备的优势,还是行业前景来看,它都将成为工业微加工中重要的组成部分。英谷激光也将与各方同行一起,致力于中国“智”造。


