很多用于医疗设备和电子应用的电线和电缆需要从细的导线上剥离外层聚合物,激光非常适合用于这种材料去除任务。激光能为导线末端、导线中段和开窗口的剥线操作提供量身订制的去除解决方案,能实现一种可重复的非接触式的过程。容易实现自动化的激光器让制造工艺迈出了能持续保证零部件质量的关键一步。
使用激光器取代化学工艺的额外优势包括,化学品使用的消除能带来安全益处,减少了化学品处理和清理的成本,支持公司的ISO 14001可持续发展项目。
激光剥线
在医疗设备制造领域,许多和心脏节律管理、神经调节和射频消融治疗相关的产品需要进行材料去除以露出导线下端的金属导体。用于这些设备的导线直径不断降低,使得其他剥线方法很难应对。同时,对剥线的要求在不断提高,在末端和中段部分都需要进行选择性去除。同样在电子领域,导线直径的减小和排线密度的增加让激光剥线得以大展拳脚。
激光工艺在剥线过程中对导线没有任何施力,所以能剥离精细的直径低至50μm的线材。通常通过振镜引导聚焦的激光光束(直径约25μm)来去除材料。这样可以实现高度定制化的材料去除,能根据需要来去除导线的绝缘部分或区间。可以通过预先设定的方法来改变断面的大小和位置。
通过以下两种方法中的一种来去除材料:烧蚀或剥切(图1)。在烧蚀方法中,随着聚合物吸收光能并蒸发,导线上的所有材料被去除。激光并不会影响绝缘皮下面的导线,因为去除绝缘材料所需的功率水平远远不够破坏其下的金属导体。通过选择聚合物容易吸收的激光波长可以加强这种优势,同时金属导体会反射这一波长。

图1:剥线的方法包括材料烧蚀(a)、剥切(b)以及中段/开窗口剥切(c)。
剥切方法中,在绝缘皮上进行一系列螺旋切割,从而将绝缘皮与导线分开,并不总是有效,因此需要在之后通过自动或手动的方式来去除。通常在生产周期很重要而且可以接受后处理材料去除时才会这样进行。
激光vs其他剥线方法
对于激光剥线这种高度控制的直接去除材料的方法,必须将其优势与目前正在使用的化学和机械剥线工艺进行对比。
医疗设备行业相比电子行业产量较低,最常见的剥线是基于手动的方法。该过程包括将每个导线单独浸入溶剂中持续一定的时间,然后用锋利的刀(X-ACTO刀)手动刮掉任何残留的涂层材料沉积物。使用这种方法很难保证质量和可重复性。停止使用这种由操作人员手执X-ACTO刀的方法,并转向使用自动化设备,将加强对生产过程的控制,并确保质量以及提高生产效率。
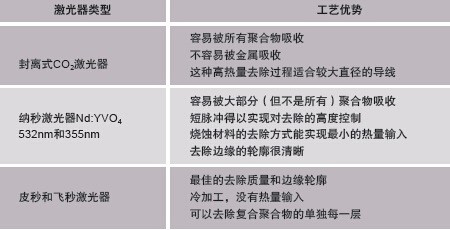
表格:为激光剥线选择正确的激光器
例如,一个大型医疗设备公司最近从手工方式转变成激光工艺来生产血管内介入器械用的不锈钢导线。这种导线的直径接近人的头发丝,其表面覆盖的一种有机材料使其能在人体中兼容。这种有机涂层材料必须从微小的金属芯线上脱离以实现导线的远端连接。
这种新的激光工艺能精确地从组件的金属芯线上除掉有机材料涂层,从而能在下游工序中执行后续的组装操作。

图2:用CO2 激光器对聚酰亚胺导线进行剥线
比起其取代的方法,这种工艺基本上不受操作人员影响,并且只需几秒钟就能完成,而老方法要花费大约8分钟。生产效率提高了250%,产量也随之提高。
在电子领域中,更高的产量也呼吁着自动化去除材料技术;然而,基本前提是可以同时使用化学方法、机械方法,或是两者相组合。随着导线直径的减小,这些工艺对去除绝缘外皮的控制程度也在下降,同时还会带来一些潜在问题,例如破坏导体和导线变形。
选择正确的激光器
激光剥线可以使用不同类型的激光器,这主要取决于导线直径、绝缘材料类型(聚酰亚胺、Pebax、聚乙烯对苯二甲酸PET、尼龙、含氟聚合物和PVC)以及要求的特点。下表显示了最常用于激光剥线的激光器,按照推荐的优先度从上到下排列。对于不同的材料组合、导线直径和所需的功能,都会有合适的激光器来与所需的标准相匹配。
一般来说应该首先考虑封离式CO2激光器。CO2激光器波长为10,604nm,容易被所有聚合物吸收,所以不管使用什么绝缘材料,它都能很好地工作。此外,CO2激光器的波长不容易被金属吸收,所以当所有的绝缘材料被去除后,激光对裸露的导线基本不会有影响。这得以在满足所需绝缘体厚度的公差下完成剥皮过程,并提供一个大型的加工窗口。此外,CO2激光器是最具成本效益的激光器。图2展示了使用CO2激光器对聚酰亚胺导线进行剥线。
由于对材料的去除主要依赖于激光的热分解效应,所以如果导线直径小的话将引起热量输入的问题。这可能会导致导线变形或是绝缘材料过热,从而使得发生变色和形成毛刺。(当材料膨胀或抬起时会产生毛刺,而且毛刺会显著增加导线的整体外径。)
如果由于热量输入控制的问题而不能使用CO2激光器的话,那么接下来就应该考虑纳秒激光器,特别是波长为532nm和355nm的纳秒激光器。纳秒激光器产生的脉冲约为20ns,其去除导线绝缘材料时的热相互作用远远低于CO2激光器。它能用于直径较小的导线,或是要求边缘的轮廓很清晰、很少或没有毛刺的应用。图3展示了用纳秒激光器(355nm波长)剥线后的导线。
选择532nm还是355nm通常是根据绝缘材料来决定的,355nm波长能被更多的聚合物更好地吸收。如果将CO2激光器比作大型的氧乙炔炬,纳秒激光器就类似较小的、更精细的火炬,可以用来制作法式焦糖布丁。
请注意,普通的1070nm光纤激光器不能被大部分导线经常使用的绝缘材料很好地吸收,所以很少使用或考虑。

图3:用355nm紫外激光器对细导线进行剥线。
当对质量的要求特别高或是要求最小的热量输入时,我们需要考虑的选项是超快皮秒和飞秒激光器。这两种激光器产生的脉冲宽度非常短:皮秒是10-12s,飞秒是10-15s。脉冲如此之短使得没有时间将热量从加工区域传递给周围的材料。
这种所谓的“冷”加工能实现最佳的质量,但是这种高水平的质量需要付出代价。超快激光器的成本超过CO2激光器约25倍,并且是532/355nm纳秒激光器成本的5倍。它们比较适合用于价值非常高的产品或是那些需要非常精细的控制的极细导线(直径50μm)。
对于选择哪种激光器以及效果最好的去除方法,我们要做出正确的决定,因此,毫无疑问非常有必要在激光应用实验室测试一系列的选项,然后对于最终决定的系统解决方案,要在加工和执行过程中对其进行优化。


