玻璃切割机关于对角线的误差要怎么控制?
发布时间:2020-11-07 14:27
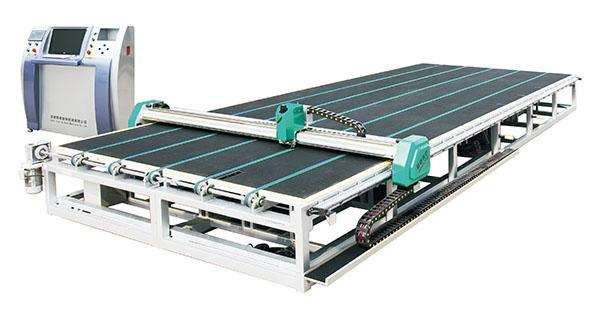
玻璃切割机关于对角线的误差自动检测磨削玻璃长度和宽度,无需人工调节,实现自动化识别。但是由于机械行业关于专利设计方面的保护,异形玻璃切割机厂家在设计的时候在整合别家技术的同时为了规避专利技术,对关键部位进行了相应的改进和调整,造成了目前市场上出现了各种机械在整体性能上相似,但又各具特色的机械特色。而在使用玻璃切割机生产玻璃制品的时候,为了保障玻璃制品的质量,对于玻璃切割机尺寸不准怎么调?
一般玻璃外形都是矩形,其一个重要性质就是对角线相等。在实际生产中,加工的产品型与理想状态会有一定程度的偏差,表现出来就是对角一边长一边短,外观形状就不会是一个矩形状。因此用玻璃磨边机加工的玻璃测量产品对角线就是一种较实用和快捷的产品质量检测方法。
而在使用玻璃切割机生产玻璃制品的时候,为了保障玻璃制品的质量,对于其生产玻璃切割机关于对角线的误差要怎么控制?
1.全自动玻璃切割机,产品在纵向与刀具有相对运动,有几种可能:①产品两边运动速度不相等,导致边不平行即大小头。②玻璃切割机加工过程中,由于两对边切削力不均。而夹紧力又不够大,导致产品在纵向窜动,从而引起玻璃磨边机加工时玻璃波浪边及对边不平行。③大梁调节丝杆与调节铜锣母间隙大,当对中机构进行对中时。一体玻璃切割机关于对角线的误差受对中力挤压。两大梁距增大,从而引起波浪边及对边不平行。
2.玻璃运送运动平衡,如果玻璃磨轮周期性前后窜动。这样玻璃切割机关于对角线的误差加工出来的产品就会不平直,出现波浪边。玻璃切割机对角线的产生是常见的一个问题,但又具有代表性,只是凭经验,不懂机械设备原理,分析问题、找出部题所在,是难以生产出品质良好的玻璃磨边机,因此在使用之前应该进行系统的培训,熟悉机械,在出现问题的时候能及时解决。
3.玻璃运送运动平衡,如果玻璃磨轮周期性前后窜动。这样玻璃切割机加工出来的产品就会不平直,出现波浪边。
4.控制玻璃磨轮无前后窜动,产品在纵向与刀具有想对运动,有几种可能:
①玻璃切割机关于对角线的误差加工过程中,由于两对边切削力不均。而夹紧力又不够大,导致产品在纵向窜动,从而引起玻璃切割机加工时玻璃波浪边及对边不平行。
②产品两边运动速度不相等,导致边不平行即大小头。
③大梁调节丝杆与调节铜锣母间隙大,当对中机构进行对中时。受对中力挤压。两大梁距增大,从而引起波浪边及对边不平行。
玻璃切割机对角线的产生是常见的一个问题,但又具有代表性,只是凭经验,不懂机械设备原理,分析问题、找出部题所在,是难以生产出品质良好的玻璃切割机,因此在使用之前应该进行系统的培训,熟悉机械,在出现问题的时候能及时解决。
经验,不懂机械设备原理,分析问题、找出部题所在,是难以生产出品质良好的玻璃磨边机,因此在使用之前应该进行系统的培训,熟悉机械,在出现问题的时候能及时解决。


